摘要:本文主要介绍了大型水轮发电机组总装的具体施工工艺以及在安装过程中的施工技术,合理的施工工艺将大大提升安装质量和安装进度。
1简述
拉西瓦水电站共设计安装5+1台SF700-42/13770型水轮发电机组,发电机总装工作内容主要包括定子吊装调整、下机架吊装调整、推力轴承安装、推力油槽及其附件安装、下盖板安装、制动器及其管路安装、发电机主轴安装、水轮机与发电机连轴铰孔、消防环管安装、高压油减载装置安装、转子吊装、转子与推力头连接、转子与主轴连接、上端轴安装、上机架安装、上导油槽及其油冷却器安装、机组轴线调整、上导轴承安装、滑环和滑环室安装、空气冷却器及其系统管路安装,还包括定子、下机架和上机架基础的混凝土回填浇注、整台发电机油气水管路的密封和耐压试验、防腐、保温、设备管路的清扫、喷漆等。
2施工工艺流程
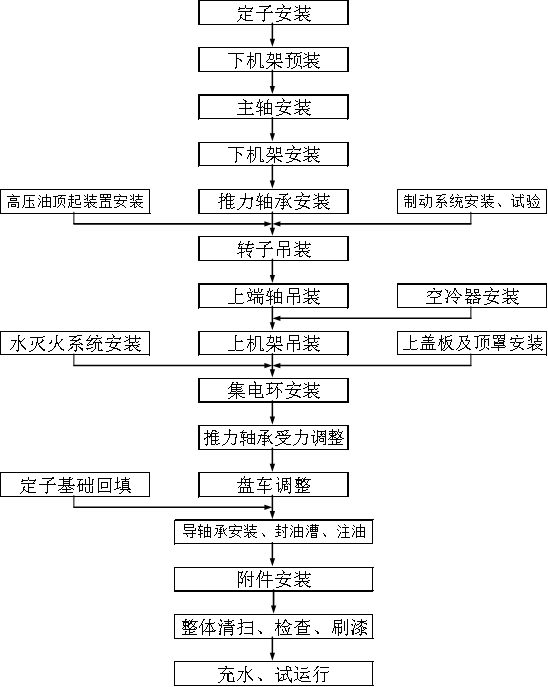
3发电机总装工艺
3.1定子安装、调整
定子安装完成后将其吊入机坑,进行高程和中心的。高程调整时要考虑水轮机主轴与发电机主轴的加工长度偏差以及下完线圈后的下沉量。定子高程的测量基准是以底环高程为基准进行调整。调整方法:在机座下面布置6台200吨液压千斤顶,用调整基础顶丝的方法调整定子高程。检测方式,用水准仪测量铁芯上专门划分的高程点。定子中心及圆度的调整基准是以水轮机固定止漏环的实际中心来进行调整。检测方式,在机坑上部安装专用线架,安装求心器并悬挂钢φ0.3mm的钢丝线,找正定子与止漏环中心同心。在定子铁芯内侧分上、中、下三个断面,每个断面上均匀地选取14个测点,以钢琴线为圆心,用内径千分尺和耳机检测定子圆度。定子调整后圆度不大于设计空气间隙的±4%。定子调整完成后先不进行基础回填,等
机组盘车过程中检查空气间隙合格后即可回填定子基础混凝土,混凝土强度达到要求后拉伸定子基础螺杆。
3.2 下机架预装、调整
下机架组装完成后吊入机坑进行就位调整,主要调整以下项目:下机架高程;下机架高程调整为设计值的±0.5mm。下机架水平;下机架水平调整为0.04mm/m。下机架中心;下机架中心以水轮机止漏环中心为基准调整到0.05mm以内。以上项目调整、检查满足技术要求后,进行基础螺栓回填。回填完成后将下机架吊出机坑,安装推及下导轴承零部件,待导水机构安装完成后进行下机架回装。
3.3 主轴安装
水轮机转动部分安装调整完成后,水轮机主轴处于机组中心轴线位置,水轮机轴上平面水平度偏差不超过0.02mm/m,转轮与止漏环间隙调整合格并用楔子板固定,此时转轮的实际高程应比设计高程低27mm左右,目的是为发电机转子吊入后,推力轴承找正时有足够的操作空间。
3.4 下机架及推力轴承安装
(1)下机架吊装前,检查已安装完成的基础螺栓方位和混凝土面高程。
(2)下机架吊装时,基础板提前安装到下机价值臂底部,安装完成后用0.05mm塞尺进行检查塞尺不能通过。
(3)机架带基础板吊入机坑后整体调整。桥机先不摘钩,用钢板尺检查下机架挡油管立面与主轴的间距,调整机架的同轴度。对应测量四个方向,用移动桥机大钩的方法初步找正。
(4)下机架的高程和水平是控制整台机组总装高程和轴线垂直的重要环节。采用如下方法调整:
按照实际测量的转轮上冠与顶盖止漏环的实际高差,根据发电机主轴的顶面实际高程和推力头的实测高度,计算时加入水轮发电机在满负荷下的扰度、大轴的加工偏差、推力头的加工偏差、镜板的加工偏差,最终以镜板调平后的顶面高程确定下机架的实际安装高程;
(5)计算步骤
考虑到下机架下扰度,下机架的安装高程应比设计高程高,也应考虑部件的加工误差来调整下机架的实际高程,各部件名称如下:
1)水轮机轴实际长度(出厂记录)。
2)发电机轴实际长度(出厂记录)。
3)下机架满载下扰(设计计算说明)。
4)推力头实际高度(出厂记录)。
5)镜扳实际高度(出厂记录)。
6)下机架安装测量平面实际高程
(6)调整过程
第一步粗调时,控制下机架油槽底面高程至发电机主轴顶面高程的高差,用水准仪和铟钢尺监测,同时在油槽底面架设框式水平仪监测水平,用基础板底部的调整顶丝进行初步调整。
第二步精调用水准仪和铟钢尺监测机架水平和高程,用200t液压千斤顶进行微调整。
(7)机架初步调整合格后,装配推力油槽内挡油管。挡油管与发电机主轴的同轴度。安装时根据主轴与挡油管间距在四个对称方向测量调整。
(8)推力轴承部件在安装前进行检查,在安装间下机架组装工位将各瓦和镜板清扫干净,用研磨法检查各推力瓦和镜板的接触面,合格后,根据制造厂的编号按顺序在下机架上安装钢性支撑座、刚性支柱、托瓦、推力瓦和镜板。
(7)镜板安装后,用钢性支柱调节镜板水平,在其水平不大于0.02mm/m的状态下,检查挡油筒与镜板的同心度,同心度调整到0.05mm,用水准仪和铟钢尺复测镜板顶面的高程。如果镜板高程仍有不合格,应继续精确调整下机架,同时监测机架的中心;中心高程合格后对下机架基础螺栓进行拉伸。
(8)上述工作全部完成后,回填下机架基础混凝土。加固、浇筑过程和混凝土养护期间均应严密检测镜板面的水平和高程变化,发现问题应立即采取补救措施。
(9)安装高压油装置。安装时重点控制节流阀的流量调整,以保证推力油膜的厚度符合设计要求。对高压油系统管路进行冲洗,检查办法是开启高压油管上的手动阀,向系统连续打油,目测观察从各瓦喷出的油的质量,直到油中不含任何杂质为止。同时对高压管路系统进行耐压试验检查,保证无渗漏现象。
(10)安装推力头,检查挡油筒与推力头的同心度,同心度调整到0.05mm,推力头与镜板组合缝用0.02mm塞尺检查不能通过,螺栓把紧时在对称方向上均匀进行,保证其扭力。
(11)安装刮油刷,刮油刷与托瓦之间的间隙按图纸技术要求进行安装,镜板底面与刮油刷之间间隙也应符合设计要求。安装完成后彻底清扫油槽,装配油槽进、出油管路并按要求进行清扫、除锈和防腐处理。
(12)推力轴承安装完成后进行下导轴承安装。
(13)下导轴承瓦放置到轴承座上,并同时将油槽密封盖板放置到位,待机组轴线盘车调整后再正式安装。
3.5 转子吊入找正
(1)转子吊装平衡梁和起吊轴与转子连接时,要保证起吊轴与卡环、卡环与起吊轴之间无间隙,检查平衡梁内的转动机构转动灵活。
(2)转子用两台桥机并车联合吊入机坑,事先检查核实桥机的工作和安全性能,并按吊装程序进行试吊。
(3)在机坑下落转子时,将木板条均匀布置在空气间隙位置,防止磁极与定子线圈直接接触。
(4)转子吊入下落前,将转子和推力头的组合面用酒精、白布、油石等清扫干净。
(5)顶起制动器,测量调整制动器锁定,要求制动器顶起28mm~30mm,相互之间最大高差小于0.2mm。
(6)将转子落到制动器上。用百分表检测下机架的挠度,并记录。
(7)安装转子连轴螺栓,拆除转轮止漏环处的固定楔子板,用转子连轴专用工具连接转子中心体,缓慢将转轮提升起进入转子中心体下法兰止口后,对称均匀将临时连轴螺栓用液压拉伸装置拉紧,用0.02mm塞尺检查法兰组合面间隙。
(8)转子吊入并与主轴连接后,落转动部件到推力头并连接,检查水轮机转轮止漏环的间隙,确定机组转动部分处于中心位置,若不在中心位置,投入高压油进行调整,检查定、转子之间空气间隙,最大与最小值与平均值之差不应超过设计空气间隙的±4%。
3.6 发电机上端轴吊装
(1)上端轴安装时用制造厂提供的专用吊具进行吊装。
(2)吊装上端轴前,清扫和检查转子上法兰面与上端轴法兰面,组合面及止口光洁、无毛刺、高点等。
(3)用百分表监测,用螺旋千斤顶初步调整上端轴与转子中心体上法兰的同轴度,拉紧组合螺栓,用0.05mm塞尺检查不应通过。联轴螺栓安装后,对上端轴进行摆度测量合格后进行联轴螺栓拉伸。
3.7 上机架安装
(1)上机架在安装间组装后用厂房桥机吊装。
(2)吊装完成后进行高程调整,方法是用定子机座顶环上的调整顶丝,测量部位为机架上法兰面,用水准仪配合铟钢尺监测。中心调整用内径千分尺监测,检查部位是上导轴承座法兰立面与上导轴领的距离,调整时使用螺旋千斤顶。
(3)在确定上机高程、中心合格后,连接上机架支臂与机坑风罩边墙的预埋基础,铺装外圈盖板,全面检查上盖板接缝平齐且间隙均匀,盖板面无塌陷和凸起等缺陷后浇筑基础二期混凝土。
(4)安装上导轴承油冷却器和附件,冷却器及其油、水管路都应通过密封和耐压试验检查。
(5)安装集电环各部件,用塞尺、钢板尺和百分表等检测,用顶间隙的方法调整其与上端轴的同轴度。
(6)水喷雾灭火系统管路安装前在安装间进行全面清扫。
3.8 盘车、调整导轴承
(1)上机架找正后与上机架径向基础连接,连接后进行机组整体盘车,机组在盘车前用塞尺、钢板尺等检查转动部件与固定部件的所有间隙,保证无杂物及卡阻现象。
(2)盘车前调整各推力瓦的受力均匀同时在下导轴承的对称方向安装4块下导轴瓦,单边间隙调整到0.01mm~0.03mm。
(3)投入高压油减载装置,在下机架部位用人力推动机组转动,进行整体人力盘车。
(4)测量转轮止漏环、水导、主轴法兰、下导、上导轴承和集电环处的摆度值及镜板的轴向跳动值,若摆度值超标,根据测量结果综合计算分析,确定调整方案。处理后再次盘车直至实测摆度值符合有关标准的规定。
(5)盘车合格后进行转子下法兰和主轴的连接,发电机轴和转子相连需镗孔,镗孔完成后将临时连接螺栓换成永久螺栓。
(6)根据实测摆度和制造厂规定的数值,综合计算出各导轴瓦实际安装间隙,将转动部分调至中心位置,把止漏环和主轴临时用千斤顶、楔子板固定,调整上、下、水导三部轴承的轴瓦间隙,并按制造厂图纸要求的方法进行锁定。
(7)各部导轴承调整合格并固定后,拆除主轴临时固定工具,彻底清扫油槽,装配各部油槽密封盖。油槽密封盖组合缝的间隙要满足安装通则中有关要求。检查密封盖与轴的间隙应均匀,完成后安装密封装置。
3.9 附件安装
(1)安装上导、下导及推力油槽油冷却器,安装时在各组合面上涂抹平面密封胶,安装成后进行整体压力试验,上导、下导及推力油槽油冷却器设计压力为0.5MPa试验压力为0.75MPa保压60分钟,无压将、无渗漏。
(2)上导及推力油槽的清扫,彻底清扫干净上导及推力油槽后,按厂内预装标记安装托油盘、密封盖等附件,各密封件装配前按要求涂抹密封剂,并以对称地方式把紧螺栓。密封盖与转轴的间隙要均匀。(2)集电环安装,将集电环支架与上端轴相把和,完成后将集电环安装到支架上并用力矩扳手进行预紧力矩为900N.m。集电环上所安装的所有紧固件必须用乐泰胶锁牢,装配完成后进行耐压试验。
(3)安装空气冷却器及其管路,空冷器在安装前应进行1.5倍工作压力试验,30分钟无渗漏。
(4)安装上段主轴补气管、滑环室及其附件,给推力油槽和上导油槽注入合格透平油,透平油型号为L-TSA46气轮机油,油位应符合设计要求。全面清扫、检查和喷涂设备、管路及附件,待机组充水72小时试运行。
4.结语:
在拉西瓦水电站机组安装过程中,由于受到机组设备部件较多,施工环境比较复杂等多种因素的制约,因此,首先要有合理可行的安装工艺,方可合理的安排生产,缩短机组的安装工期,确保机组的安装质量,从而实现机组的又好又快安装。